
Office Hours
9.00 AM TO 5.30 PM (Weekly Off Monday) 






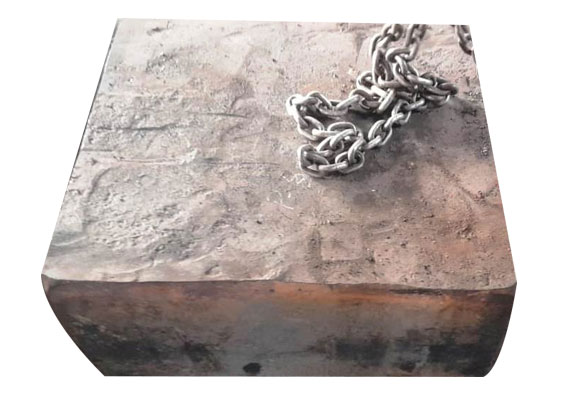

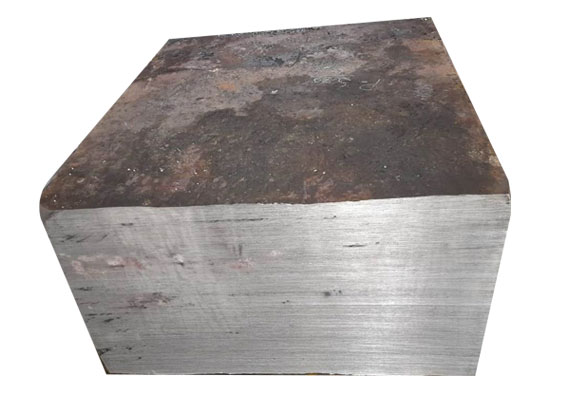


The anvil block is a solid single semi steel casting weighing approximately 20 times the nominal sie of hammer of tup. It is made in the dovetail type width an incerted vee recess which is machined in the anvil block ( die holder) is secured to the avil block by puting a tapered wedge in between the anvil block and die holder. We are engaged in offering our clients a wide range of anvil block. These anvils are made using best grade raw material, which is procured from reliable and authentic vendors of the industry. The entire range of our products is made in compliance with the industry standards and well tested on various quality parameters. We also provide on-time delivery of these products as per the clients’ given time frame. We present an exhaustive range of Anvil Blocks that are widely used for testing of hardness of various metallic materials. These are made from the finest grades of raw material under stringent quality norms conforming to international standards. We have modern manufacturing facilities to offer a impeccable quality end product to our esteemed clients at industry leading rates.

The steel casted standards have been designed width a large and heavy base to ensure maximum stability. These are positioned by a large spigote on the underside of each foot which fits into a machined recess in the anvil block. A tapered wedge locks the standard. This ensures that the standard will not twist and thus the tup is accurately guided. The sliding distance between the standard inwards, and width a drawback bolt outward. Between the standard and the tup is set with the help of a tapered wedge which drawback bolt outward between the standards to anvil block faces, and standard to head gear faces are placed synthetic rubber mats which dampen the induced shock vibrations in the standard and head assembly there by increasing the life of the tup and the slides and the alignment of the machine.

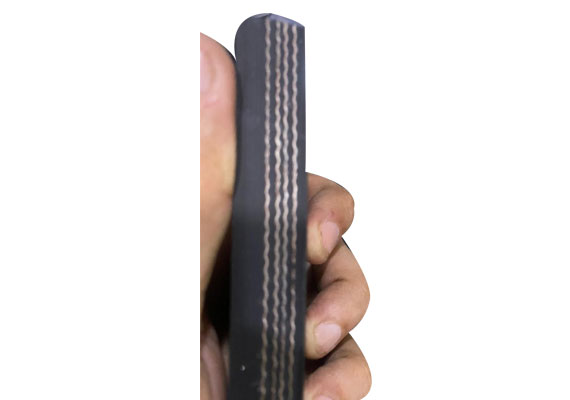
On the top of standard is mounted a headgear fabricated from rolled section. The drive is through vee belts from a high torque AC. Electric motor via flywheel and reduction gear to the lifter shaft. A friction lifting arrangement is fitted on the lifter shaft which runs on double ball bearing and central phosphor bronze bushes which also acts as a support. The friction lifter consists of a constantly rotating drum around which is arranged a steel band with friction lining. This band is anchored at one end to a drum stud in the lifter drum and the other end is carried by a camshaft running through the lifter drum and actuated by a lever. to this leaver is attached the pulling cord. when the cord is pulled it tightens onto the rotating capstan bush and through the camshaft causes the frictio band to grim drum. There upon the lifter drum is rotated thus lifting the tup by meas of a ifting belt. A buffer provides a stop for the lifter drum in its extrme position. A spring ensures free fall by immediately disengaging the friction band from the drum immediately the pulling cord is released.
Positive Water Cooling
Positve water cooling arrangement is provided to avoid excessive heating of the fiction drum. Continuous water flow of approximately 2-3 liter per minute through the per minute through the shaft is required for necessary cooling action.

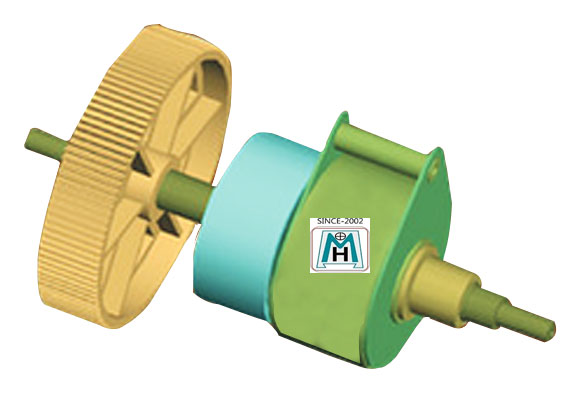
Steel casted / Railway Wheel Main Gear, Steel Fabricated Friction Drum with Hardnessupto 550 BHN with ground finish for better Brake Lining life and Heavy Duty Lifter Drum Fitted on a Main Shaft madeOut of Railway Axle. We are an eminent trader and supplier of Main Shaft, which are used widely in fuel engines of heavy truck and vehicles. Procured from reliable manufacturers, these shafts are fabricated using advanced technology and quality material in compliance with international quality standards. Further, these can be customized as per the requirements of our precious clients. We have carved a amongst the most dominant names in this domain, engaged in offering Output Main Shaft.
Cast steel columns duly-annealed and machined are very stiff and robust in construction to ensure longer stability in all cases the standards are more massive than previous designs and joint areas have been increased. Front to back location of standards to anvil is achieved by large spigots on the standards and corresponding recesses in anvil block. The columns are locked with the help of tapered wedges of alloy steel to ensure firm alignment of columns which helps in accurate guiding of tup (made out o EN-9 cast steel. The clearance between the tup and guide ways attached to columns is maintained with the help the tapered wedge which brings the columns inward and drawback bolt provided pushes the columns Outwards, Synthetic rubber mat is reinforced to protectthe vertical abutment faces are horizontal joints against impact erosion. On anvil block on which the columns rest. It dampens the induced shock vibrations which increase the life on the tup and also ensure smooth working of the machine for longer period.
The top of each standard is drilled for the standard to Headgear bolts and has machined circular recesses to accommodate the resilient mounts for the Headgear. Two / four substantial bolts secure each standard to the anvil block the are inclined inward at the top so that, when tightened, they holed standard abutment faces hard against the compound wedges. Acircular spring reinforced with washers at the top of each bolt maintains bolts tightness and reduce impacting of the bearing areas on the standards an anvil block.

We choose our vendor according to their market position and credibility. Due to our highly renowned vendor base, we are able to cater to the diverse requirements of customers within the stipulated time - frame.
© 2017 Mohit Hammers - All Rights Reserved